Tips and Tricks: LulzBot TAZ Dual Extruder v3 Tool Head
June 11, 2018
Submitted by cathryn on Mon, 06/11/2018 - 15:25
Geometric freedom is at your command with soluble support material and the LulzBot TAZ v3 Dual Extruder Tool Head! Break-away or same-material supports can be difficult to remove without damage to the model, tend to leave artifacts on the print surface, and can be downright impossible to remove from enclosed cavities. Soluble supports, however, dissolve in liquid (usually water) so they can be removed from difficult to reach areas without potential for damage the print. They can also be printed more densely against the model surface, leaving little to no trace behind. Check out these 3D printing tips and tricks for an optimal printing experience:
Setup:
Proper setup is crucial to the functionality of your LulzBot TAZ Dual Extruder v3, and is important for optimum print quality. Select your LulzBot TAZ from the options below and follow the steps as outlined:
The materials included in Cura LE have been thouroughly tested with water soluble support materials. Use materials with the same temperature requirements for best results. Enjoy your freedom to create by 3D printing with filament from many additional vendors. The materials in the Experimental category have been developed by filament manufacturers and members of the 3D printing community. Note: These experimental profiles may require setting changes for improved finish or reliability.
It can be a challenge to get ABS to bond consistently to PVA-based support materials. If you print a lot of ABS filament, you may want to try out using natural (non-pigmented) HIPS as a support material. HIPS has very similar mechanical and melt properties to ABS and bonds well to it when printing. Unlike PVA, HIPS does not dissolve in water. Instead, it can be dissolved in D-limonene, a natural solvent derived from orange peels and used in cleaning products. D-limonene dissolves HIPS but simply leaves ABS with a fresh orange scent.
Storing Water Soluble Filament
Most soluble filaments are Polyvinyl alcohol (PVA)-based. PVA filaments are hygroscopic, which means they attract and absorb moisture from the air. To mitigate this, store your soluble support material in a sealed bag or container, ideally with a fresh desiccant pack for moisture absorption.
Moving the Prime Tower
The prime tower serves to ensure consistent extrusion when switching between materials. It loads in a default location on the print bed, but by moving it closer to the model it is possible to significantly reduce printing time.
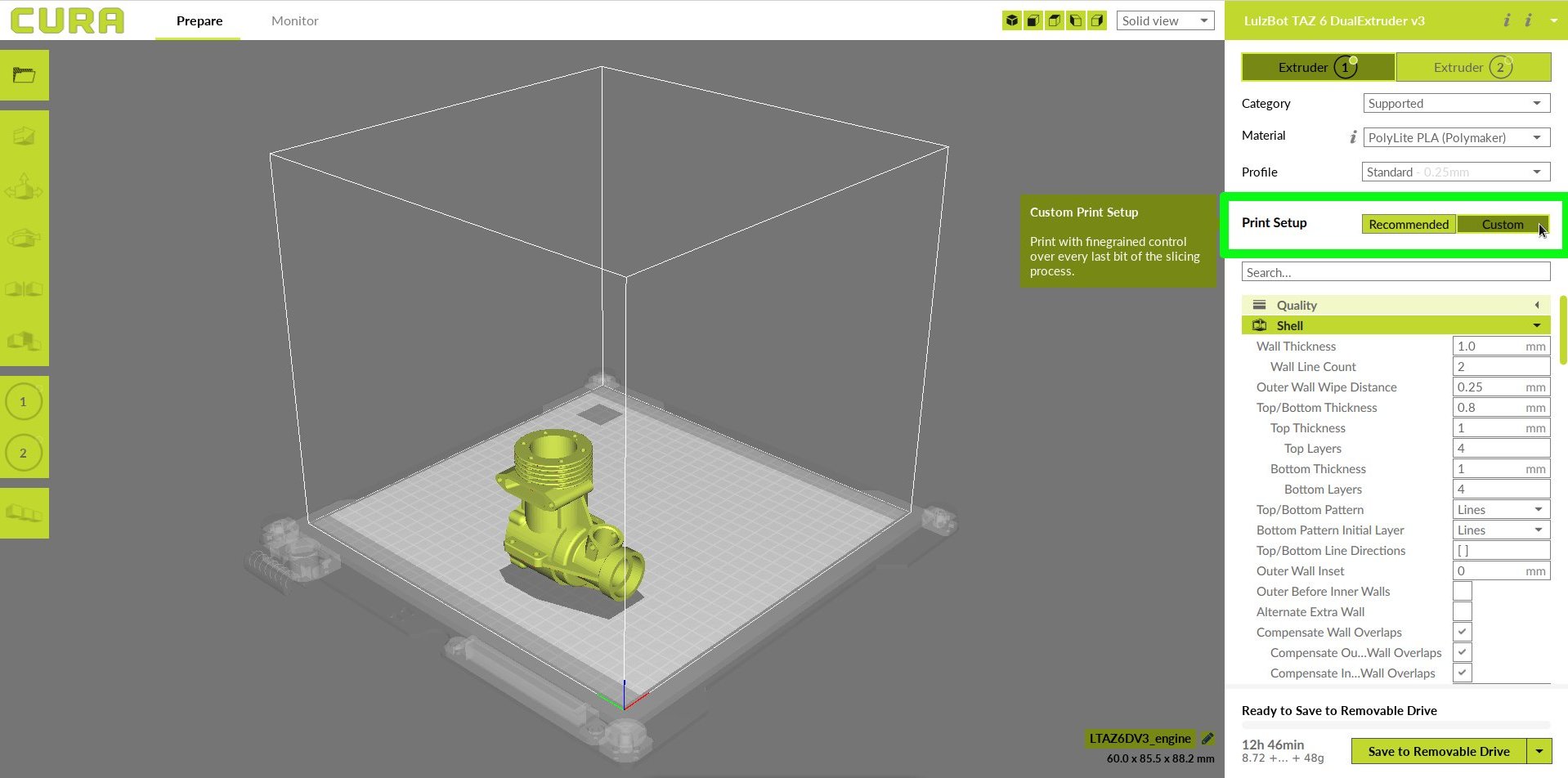
1. In “Print Setup,” select Custom.
2. From the menu, select Dual Extrusion.
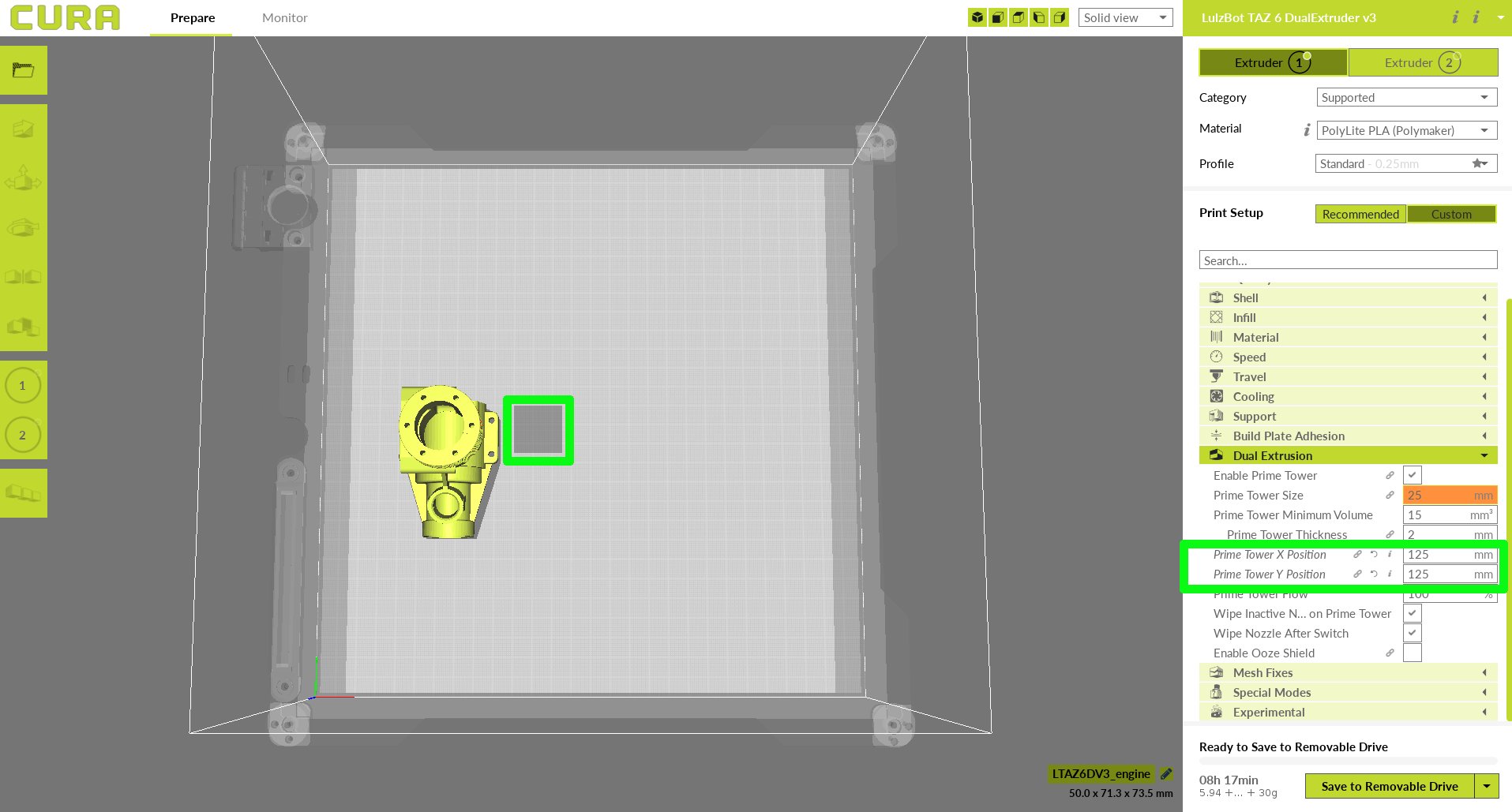
3. In this menu, Prime Tower X Position and Prime Tower Y Position are visible. This value tells Cura where to put the prime tower along the X and Y axes.
4. The smaller the value in both fields, the closer the prime tower will be to the front left corner of the print bed. Be sure not to load the prime tower into the model, as Cura LE will not slice if this happens.
Prime Tower Bed Adhesion
If you are having difficulty with your prime tower and bed adhesion, we recommend adding a brim as opposed to the default skirt. To add a brim, select Build Plate Adhesion, and in the drop-down menu, select Brim. This will also add a brim to your print, but it will provide more surface area for bed adhesion.
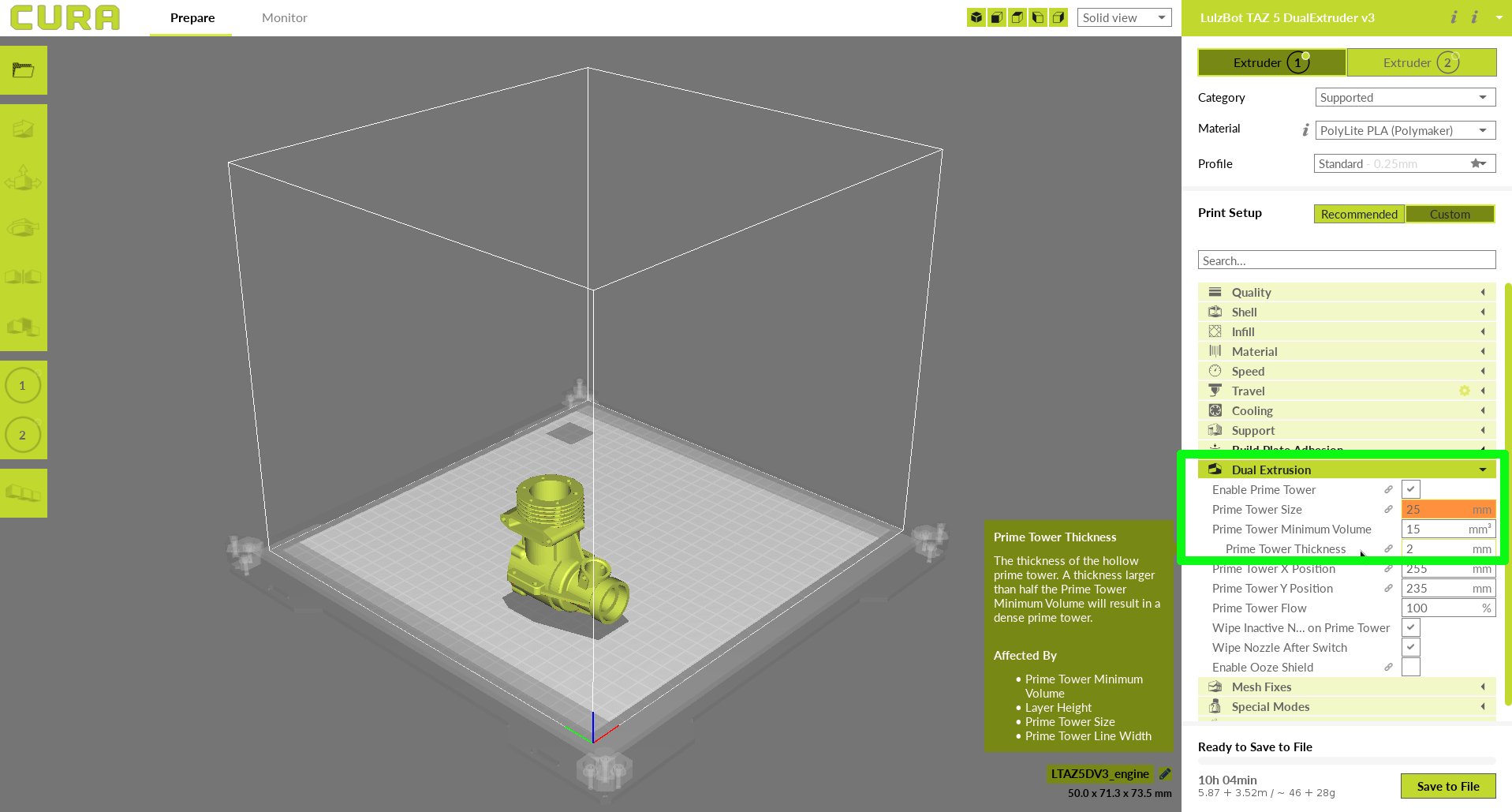
Increasing the thickness of the prime tower by 2 or 3 millimeters is another method to ensure better adhesion to the print surface, but it will also slightly increase your print time and material use. In the Dual Extrusion menu, enter the desired value into the Prime Tower Thickness field.
Soluble Support Removal
Most soluble support materials take about 24 hours to completely dissolve, but there are a few things you can do to to reduce cleanup time:
1. Keep the support density at the default 20% or lower.
2. Manually remove as much of the support material as possible before soaking, using care not to damage your model.
3. Soak the print in an agitated bath. This can be done with a pump to ensure constant water movement over the print, or with an ultrasonic tank.
4. Use hot water.For this method to be most effective, the water will need to be changed as it cools. Be sure not to use water that is hotter than the softening temperature of your model. Hot tap water can be too hot for PLA!
Other Helpful Tips:
Make sure that the Z-offset is set correctly by following the steps outlined here.
Periodically cleaning the extruder hobbing with the dental pick (from your TAZ's tool kit) will help prevent filament jamming and stripping. First, remove the two thumb screws at the top of the tool head to gain access. Then, while slowly turning the drive gear, gently scrape away any debris that has collected in the hobbing until the entire circumference is clean. It is helpful to have compressed air handy during this process to clear away the bits of filament. Remember to use the included spacer to ensure proper tension when you replace the thumb screws.
The Dual Extruder v3 is recommended for advanced users, and is only for the LulzBot TAZ 6 and is not compatible with the LulzBot Mini.
Show off your victories now that you're you're armed with the knowledge of how to vanquish monotony as a dual-wielding champion of creativity. Share your victories in the LulzBot User forum, and on social media! (links below).